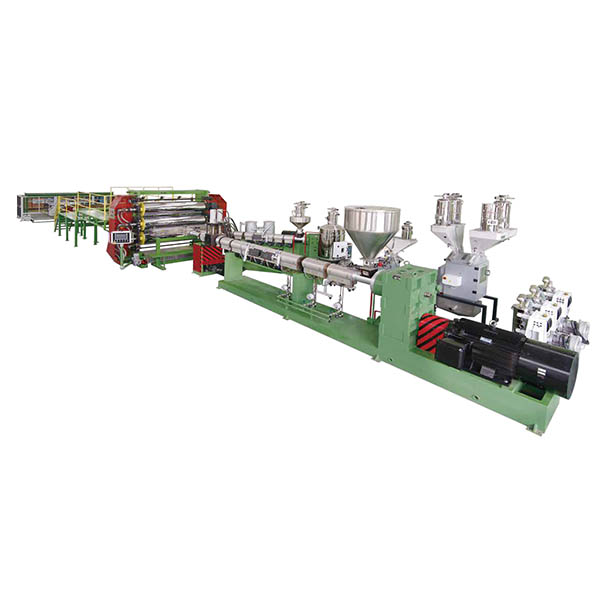
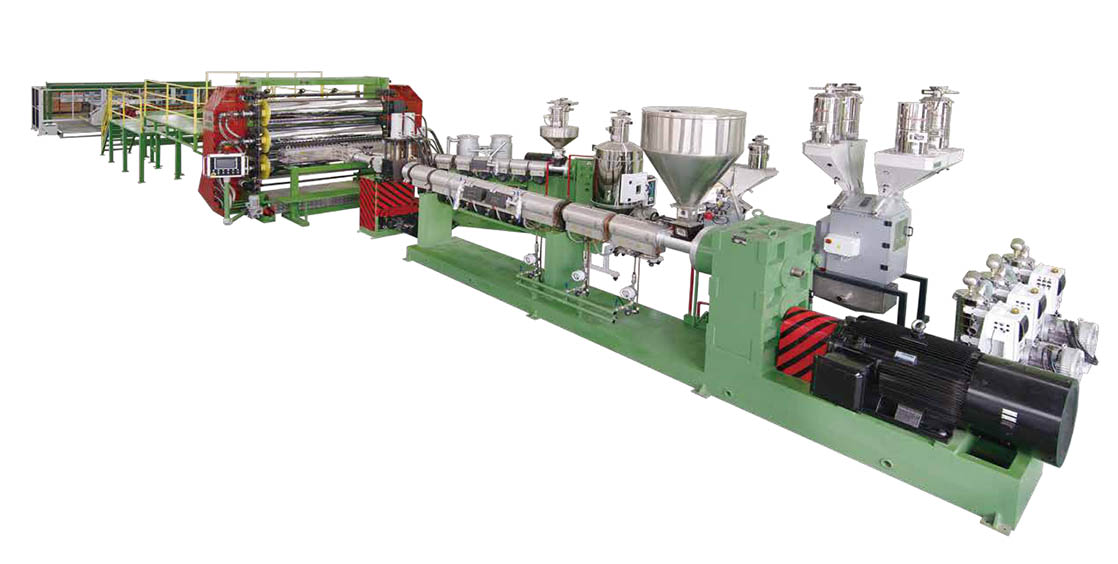
HDPE Thermoforming Plate extrusionem lineam
Jwell copia extrutionis progressae systematis, apta est ad materiam HMW-HDPE producendam quae in laminam MFI humilis et vim altam habent, laminae maxime adhibitae sunt ad tabulam raeda autocineticam producendam, capsulam ligo-lineam, tegumentum extulit, anti-pluviis. Tegere etc. Lamina crassitudo plus quam 30% minuere potest, cum eandem vim habet impulsum, productio sumptus artifices minuit. Plate crassitudo 2-12mm, latitudo 2000-3000mm.
Principalis technica specificatio
|
Model |
Products width (mm) |
Crassitudine Products (mm) |
Facultas (kg/h) |
|
JW130+JW70 |
2200 |
1.5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1.5-12 |
800-900 |
Nota: Specificationes mutationibus obnoxiae sunt sine praevia notitia.
Product imaginem ostentationem




Transmissio systema
Munus systematis coegi est cochleam pellere et torquem ac celeritatem cochleae in processu extrudendo suppeditare. Solet motor, reductor et gestus consistere.
Calefactio et refrigeratio fabrica
Calefacere et refrigerare condiciones necessariae sunt ad processum extrusionem plasticae faciendam.
1. Extruder plerumque utitur calefactione electrica, quae dividitur in resistentiam calefactionis et inductionis calefactionis. Sheet calefactio installatur in corpore, collo et capite. Calefaciens fabrica plasticam in cylindrica calefacit extrinsecus ad augendam caliditatem ad recipiendam caliditatem, quae requiritur ad processum operationis.
2. Instrumentum refrigerationis extruder positum est ut materia plastica in range temperatura processu requiratur. Speciatim est excludere excessum caloris ex attritu tondendo generato ex cochleae gyrationis causa, ad vitandum caliditatem nimis altam ad putrefactionem plasticam, adustionem, aut figuram difficilis. Dolium refrigerandum in duo genera dividitur: aquam refrigerantem et aerem refrigerantem. Fere parvis et mediocribus extruderibus aptiores sunt ad refrigerationem aeris, et magnae amplitudines sunt plerumque aqua refrigerata vel cum duabus formis refrigerationis coniunctae.





